CN
CN EN
EN















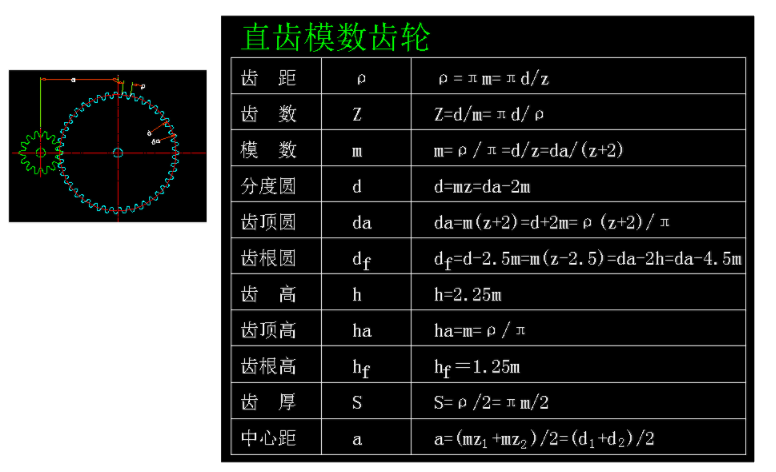
齒輪加工工藝流程
發表時間:2020-01-03 網址:http://m.runjingde.cn/ 編輯:一同傳動
齒輪加工工藝流程大致要經過如下幾個階段:
毛坯熱處理-齒坯加工-齒形加工-齒端加工-齒面熱處理-精基準修正及齒形精加工等。

具體說開,齒輪加工工藝流程主要分為以下4階段:
一、齒輪加工的第一階段:
1、此階段是齒坯最初進入機械加工的階段。
2、由于齒輪的傳動精度主要決定于齒形精度和齒距分布均勻性,而這與切齒時采用的定位基準(孔和端面)的精度有著直接的關系。
3、此階段主要是為下一階段加工齒形準備精基準,使齒的內孔和端面的精度基本達到規定的技術要求。
4、但對于齒形以外的次要表面的加工,也應盡量在這一階段的后期加以完成。
二、齒輪加工的第二階段是齒形的加工:
1、對于不需要淬火的齒輪,一般來說這個階段也就是齒輪加工的最后階段,經過此階段就應當加工出完全符合圖樣要求的齒輪來。
2、對于需要淬硬的齒輪,必須在此階段中加工出能滿足齒形的最后精加工所要求的齒形精度,所以此階段的加工是保證齒輪加工精度的關鍵階段,大家應予以重視。
三、齒輪加工的第三階段是熱處理階段:
此階段主要對齒面的淬火處理,使齒面達到規定的硬度要求。
四、齒輪加工的最后階段是齒形的精加工階段:
1、此階段的目的在于修正齒輪經過淬火后所引起的齒形變形進一步提高齒形精度和降低表面粗糙度,使之達到最終的精度要求。
2、在此階段中首先應對定位基準面(孔和端面)進行修整,因淬火后齒輪的內孔和端面均會產生變形,如果在淬火后直接采用這樣的孔和端面作為基準進行齒形精加工,是很難達到齒輪精度的要求的。
3、以修整過的基準面定位進行齒形精加工,可以使定位準確可靠,余量分布也比較均勻,以便達到精加工的目的。
以上就是今天跟大家分享的齒輪加工工藝流程相關說明,包括但不僅限于,更多內容或相關需求,都可向一同精密齒輪加工廠家免費咨詢。
<上一篇:齒輪加工精度等級對照表(AGMA、DIN、JIS、ISO等)
>下一篇:齒輪加工定位基準的確定
最新資訊NEWEST
定制咨詢
13380197236