CN
CN EN
EN















齒輪加工方法之二:展成法磨齒加工
發(fā)表時間:2019-12-04 網(wǎng)址:http://m.runjingde.cn/ 編輯:一同傳動
緊接著上次齒輪加工方法之滾齒加工,這次,跟大家分享第二種加工方法:展成法磨齒,希望能對大家在產(chǎn)品認知上有所幫助。
在講展成法磨齒之前,大家首先要知道的是,磨齒的目的是什么。其實,是因為經(jīng)過滾齒或插齒加工得到齒輪零件的齒形,往往還要進行精加工。磨齒加工是在專用的磨齒機上對淬硬的齒輪進行齒廓的精加工。
磨齒能夠糾正齒輪預(yù)加工的各項誤差,因而加工精度較高,一般用在淬硬齒輪的精加工。磨齒后精度一般可達6級以上,齒面的表面粗糙度Ra值可達0.4-0.2μm。
一、單齒分度展成法:
原理:利用齒條和齒輪的嚙合原理來磨削輪齒的。 加工時,被切齒輪每往復(fù)滾動一次,完成一個或兩個齒面的磨削,因此需經(jīng)多次分度及加工,才能完成全部輪齒齒面的加工。

1、錐形砂輪磨齒加工:
用錐形砂輪的側(cè)面來形成假想齒條一個齒的齒側(cè)來磨削齒輪的,如圖b。加工時,砂輪除了作旋轉(zhuǎn)的主運動B1外,還作縱向直線運動A2,以便磨出整個齒寬。其展成運動與碟形砂輪磨齒相同。
錐形砂輪磨齒需要的4運動如下:
a、主運動:砂輪的告訴旋轉(zhuǎn)運動;
b、被磨出來的往復(fù)滾動;
c、砂輪沿輪齒方向的往復(fù)進給運動;
d、分度運動:磨完一個齒槽后,砂輪自動退離,被磨齒輪自動轉(zhuǎn)過一個齒的角度。
優(yōu)缺點:
a、生產(chǎn)效率較碟形砂輪磨齒高:因錐形砂輪剛度較高,可選用較大的切削用量。
b、加工精度較低:砂輪形狀不易修整得準(zhǔn)確,磨損較快且不均勻。
2、碟形砂輪磨齒加工:
碟形砂輪磨齒用兩個碟形砂輪的端平面來形成假想齒條的兩個齒側(cè)面,圖a,同時磨削齒槽的左右齒面。
工作時,砂輪作旋轉(zhuǎn)的主運動B1工件既作轉(zhuǎn)動B31,同時又作直線移動A32,工件的這兩個運動即是形成漸開線齒廓所需的展成運動;
為了要磨削整個齒寬,工件還需要作軸向進給運動A2;
在每磨完一個齒后,工件還需要進行分度。
優(yōu)缺點:
a、加工精度較高,磨齒精度較高,最高可達4級,是各類磨齒機中磨齒精度最高的一種。
b、砂輪剛性較差,磨削用量受到限制,生產(chǎn)率較低。
二、連續(xù)分度展成法:
其工作原理和滾齒機相同,但軸向進給運動一般由工件完成。用連續(xù)分度展成法工作的磨齒機利用蝸桿形砂輪來磨削齒輪輪齒。
分度展成法")
優(yōu)缺點:
1、由于在加工過程中是連續(xù)磨削,所以其生產(chǎn)率在各類磨齒機中是最高的。
2、這種磨齒方法適用于中小模數(shù)齒輪的成批和大量生產(chǎn)。
3、缺點是砂輪修整困難,不易達到高的精度,磨削不同模數(shù)的齒輪時需要更換砂輪,聯(lián)系砂輪與工件的傳動鏈中的各個傳動環(huán)節(jié)轉(zhuǎn)速很高,用機械傳動易產(chǎn)生噪聲,磨損較快。
注:磨齒加工可分為成形法和展成法兩種,大家需要知道,不清楚的地方可向一同齒輪加工廠家尋求幫助。
以上就是齒輪加工方法之展成法磨齒加工的相關(guān)內(nèi)容說明,包括但不僅限于,如有更多疑問或相關(guān)產(chǎn)品需求,可向一同廠家免費咨詢。
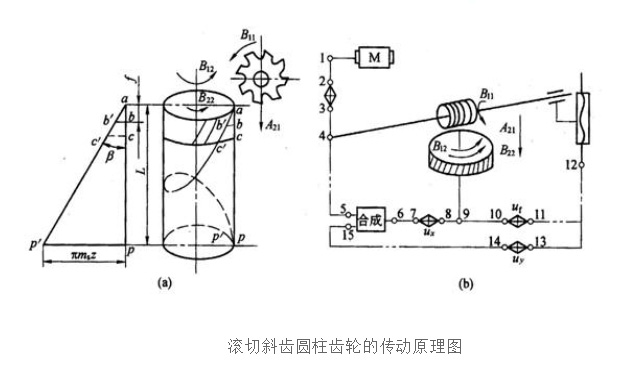
<上一篇:齒輪加工丨加工斜齒圓柱齒輪的傳動原理
>下一篇:齒輪加工方法之三:成形法磨齒加工