CN
CN EN
EN















齒輪熱處理上查找原因
發(fā)表時(shí)間:2022-10-08 網(wǎng)址:http://m.runjingde.cn/ 編輯:一同傳動(dòng)
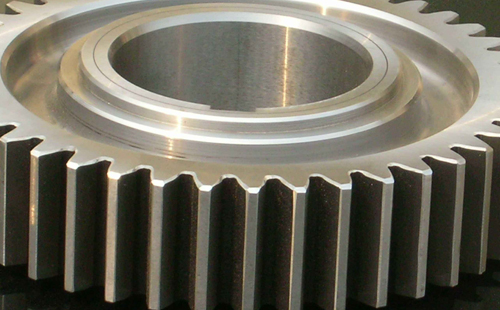
(1)齒輪熱處理用井式爐滲碳、緩冷、二次加熱淬火、回火的齒輪在R800 HOFLER磨齒機(jī)上,對(duì)井式爐處理的模數(shù)為5mm、齒數(shù)為68的齒輪,進(jìn)行磨削,發(fā)現(xiàn)有2個(gè)齒輪,在其相鄰4或5個(gè)齒的右齒面出現(xiàn)網(wǎng)狀裂紋,齒輪其他部位沒(méi)有裂紋。裂紋形態(tài)如圖1所示。
(2)齒輪熱處理用箱式多用爐一次性加熱滲碳、淬火、回火的齒輪對(duì)多用爐處理的齒輪進(jìn)行磨削,發(fā)現(xiàn)齒輪的相鄰幾個(gè)齒的右齒面大量網(wǎng)狀磨削裂紋(2),齒輪的其他部位沒(méi)有裂紋。
井式爐和箱式爐,兩種不同的熱處理設(shè)備、不同的熱處理方式,但出現(xiàn)裂紋的情況一樣。檢驗(yàn)失效齒輪齒頂硬度:井式爐處理的齒輪為59.5HRC、60.0HRC、60.5HRC;箱式爐處理的齒輪為59.2HRC、59.8HRC。技術(shù)要求為59~62HRC,實(shí)測(cè)齒輪硬度滿足技術(shù)要求。
(3)齒輪熱處理由一次回火改為二次回火
為了降低熱處理應(yīng)力對(duì)齒輪磨削的影響,將熱處理一次回火改為兩次回火。試驗(yàn)后發(fā)現(xiàn),兩次回火的齒輪也有磨削裂紋。此改善對(duì)控制磨削裂紋的產(chǎn)生沒(méi)有起到明顯作用。
(4)對(duì)齒面出現(xiàn)裂紋的齒輪,從熱處理組織上做微觀檢測(cè)對(duì)出現(xiàn)裂紋的齒輪,在有裂紋的齒上取樣,檢查滲層深度和金相組織。試樣檢測(cè)結(jié)果如下:
左齒面:殘留奧氏體20%~25%,回火馬氏體,碳化物為1級(jí)。金相組織合格(3a)。
右齒面:回火馬氏體,碳化物為1級(jí)(3b)。
左齒面有效硬化層深為1.619mm(4a)。
右齒面有效硬化層深為1.601mm,齒面有燒傷(硬度法檢測(cè)時(shí),從齒面到齒的心部0.4mm的距離,維氏硬度值上能反映出來(lái),明顯低于左齒面相應(yīng)位置硬度(4b)。
<上一篇:齒輪傳動(dòng)噪音控制
>下一篇:磨齒工藝參數(shù)和磨齒的改善