CN
CN EN
EN















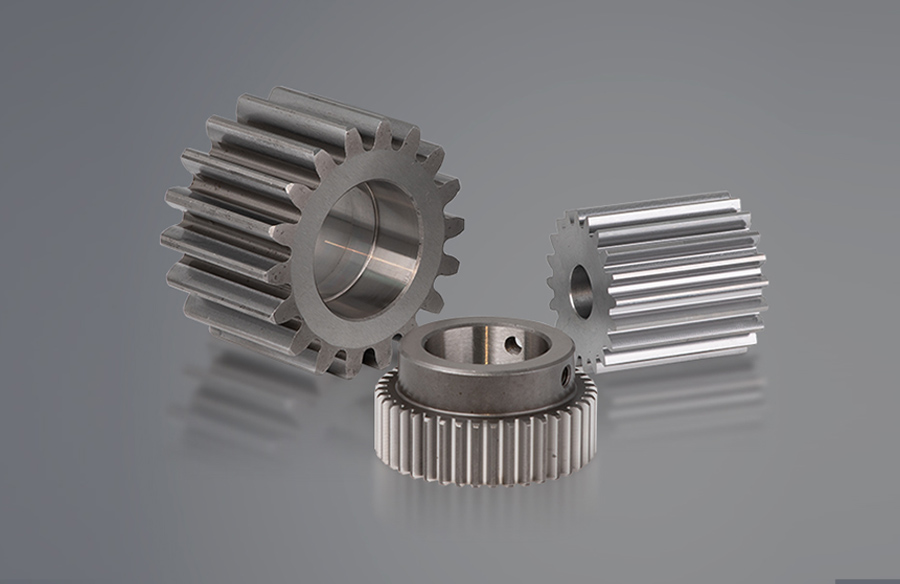
蝸輪滾刀齒輪加工蝸輪的特點
發表時間:2022-02-16 網址:http://m.runjingde.cn/ 編輯:一同傳動
齒輪加工時候
要保證刀具與齒坯在形狀和相互運動關系上與蝸桿蝸輪的嚙合狀態-一致,不能像齒輪滾刀那樣用一種模數的滾刀可加工不同齒數的齒輪。蝸輪滾刀不僅與模數有關,而且與蝸桿直徑d:有關,因此蝸輪滾刀都是由使用單位自行設計制造或定做的專用刀且。
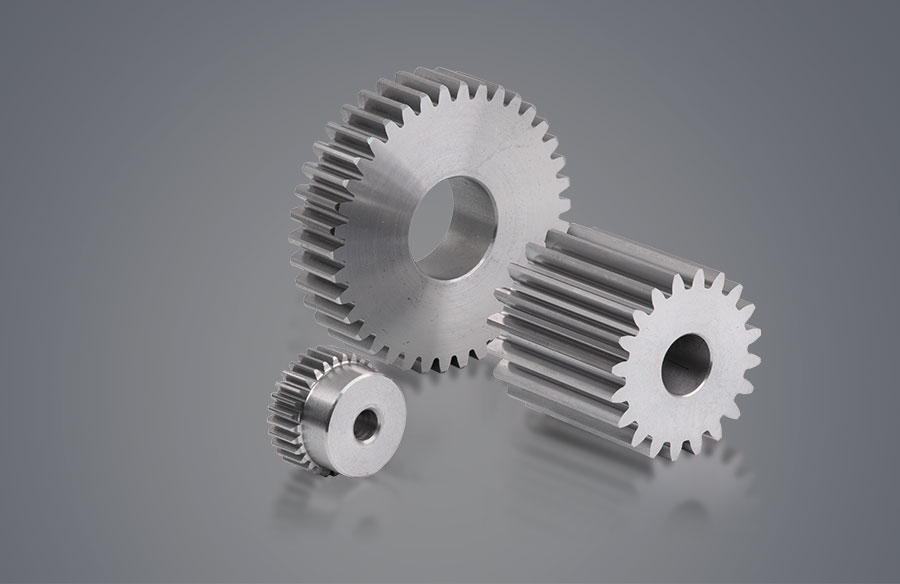
2.齒輪加工蝸輪
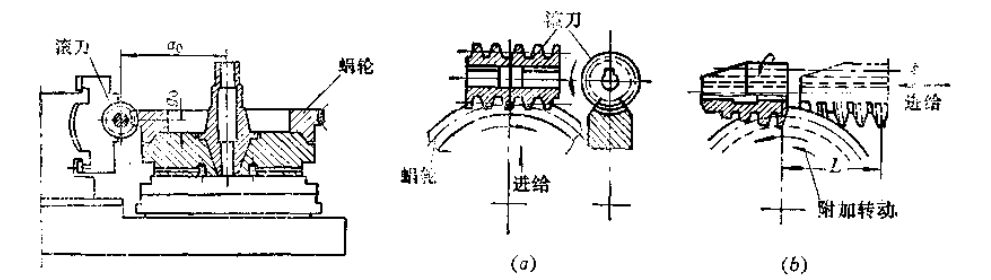
蝸輪滾刀與蝸輪軸線間的軸間角等于蝸桿與蝸輪軸線間的軸間角;蝸輪滾刀的軸線應在蝸輪中心平面內(圖3-32),并且在滾切過程中不作垂直進給運動;另外,還應嚴格控制蝸輪滾刀與蝸輪軸線間的中心距。因此,在滾齒機上最后加工蝸輪齒形時,應控制滾刀與蝸輪軸線間的實際中心距a。對公稱中心距a的偏差△·。以及滾刀軸線對蝸輪中心平面的上、下偏移量△9.只有這樣,加工出的蝸輪齒面才能很好的與蝸桿螺紋表面嚙合,并保證傳動平穩。
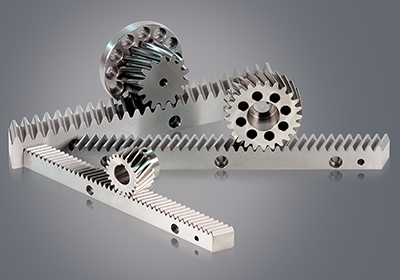
3.由于在切削蝸輪
滾刀與蝸輪的相對位置應與傳動中蝸桿與蝸輪的相對位置相同,所以不允許為減薄蝸輪齒厚而改變滾刀與蝸輪軸線間的距離。當滾刀用鈍重磨之廳,齒厚減薄,因而使加工出的蝸輪齒厚增大,并使傳動的側隙減小。在要求最小的保證側隙的運動傳動中,為了保證傳動側隙,蝸桿齒厚的公稱尺寸可根據切削配偶蝸輪時所州滾刀的實際齒厚確定。在允許增大側隙的傳動中,為了保證傳動側隙,在設計新滾刀時、就預先使滾刀齒厚增大一些,因而在用新滾刀加工蝸輪時,傳動側隙大于保證側謝:在用重磨后的滾刀加工蝸輪時,可保證傳動側隙接近保證側隙。在切削9級精度的粥輪時,為獲得要求的齒厚,允許滾刀向齒坯作徑向位移以改變中心距,因此在設計滾刀時,可不考慮滾刀重磨的影響。
<上一篇:圓齒輪應用于流量計儀器
>下一篇:圓柱齒輪的精密鍛造成形
最新資訊NEWEST
定制咨詢
13380197236