CN
CN EN
EN















齒輪加工的鍛造成形
發(fā)表時(shí)間:2022-02-25 網(wǎng)址:http://m.runjingde.cn/ 編輯:一同傳動(dòng)
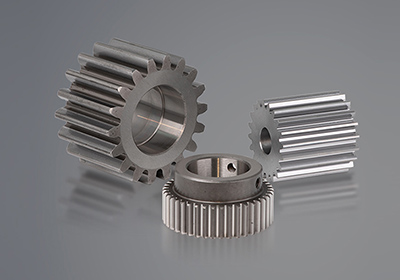
通常,較大規(guī)格的傘齒輪加工在專用的大噸位液壓閉塞壓力機(jī)上成形,而較小規(guī)格的傘齒輪更多采用在普通冷鍛壓力機(jī)上以專用閉塞模架成形的方法。后一種方法具有生產(chǎn)效率高和成本低的特點(diǎn)。唯鍛件規(guī)格受制于模架的閉塞壓力,不能完成大尺寸傘齒輪的成形。
考慮到齒輪模具制造的經(jīng)濟(jì)性,特別是對(duì)于硬質(zhì)合金齒輪模,目前齒輪精鍛行業(yè)主要的制模工藝仍然是放電加工,但齒形電極的展成加工已有被高速銑數(shù)控加工全面取代的趨勢(shì)。對(duì)于淬火硬度在洛氏50度左右的溫鍛和熱鍛成形模,高速銑在加工速度和精度方面已遠(yuǎn)遠(yuǎn)超過放電加工,在模具的使用壽命方面也體現(xiàn)出明顯的優(yōu)勢(shì)。只要解決刀具的使用成本,高速銑加工在溫鍛和熱鍛齒輪模方面可完全取代放電加工。

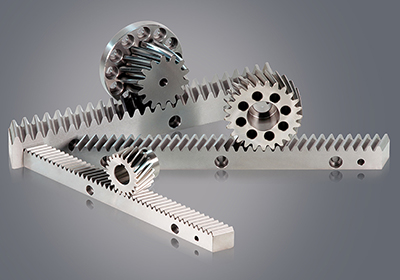
正擠壓成形工藝的另一特出優(yōu)點(diǎn)是模具齒形由數(shù)控線切割加工得到,在少齒數(shù)齒輪加工時(shí)通過編程即可獲得理想齒形而不必?fù)?dān)心根切。在加工特殊齒形或修正齒形場(chǎng)合,采用數(shù)控線切割加工齒形比齒輪的展成加工或仿形加工更方便、更快捷、更正確。
花鍵冷鍛成形是齒輪正擠壓成形的一個(gè)特例。漸開線花鍵的成形相當(dāng)于擠壓一個(gè)較長(zhǎng)的正齒輪,矩形花鍵的擠壓與漸開線花鍵的擠壓相似。從另一方面考慮,小模數(shù)正齒輪可采用分割漸開線花鍵軸的方法來得到。
<上一篇:齒輪齒條的特點(diǎn)
>下一篇:螺旋齒輪加工