CN
CN EN
EN















齒輪減速機齒輪加工(供參考了解)
發表時間:2020-06-13 網址:http://m.runjingde.cn/ 編輯:一同傳動
齒輪減速機齒輪加工,供參考了解。
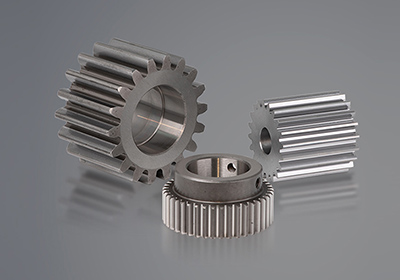
齒輪減速機齒輪的機械加工有很多道工序,以圓柱齒輪為例,包括毛坯加工、切齒前加工、齒形加工、孔的光整加工及輪齒端面加工等。
1、毛坯加工:
毛坯選擇方面,尺寸較大的齒輪,小批生產時用自由鍛,大批生產時用模鍛。
直徑小于50-60毫米的產品可用棒料。
毛坯在鍛造后應進行預先熱處理(退火、正火或調質)并消除氧化皮。
2、切齒前加工:
包括齒輪外圓、端面和孔等表面的加工,其工藝由齒輪減速機齒輪生產量來定。
單件小批生產時,除鍵槽外,齒輪坯加工的其余工序都用車床。
大批、中批生產時,平端面、孔無臺階的產品都采用鉆孔、拉孔和多刀車削的方案。
端面有槽、孔有臺階的產品都采用六角車等方案。
大批生產時,一般采用鉆孔、拉孔、多刀車外圓和端面的方案。
3、齒形加工:
齒形加工的工藝過程主要決定于齒輪精度等級(括弧內的工序不一定有)。
5、6級齒輪:滾齒(擂齒)、倒角 (滲碳)、(剃齒)、熱處理、光整加工孔、磨齒(粗磨、精磨)。
6、7級齒輪:滾齒(擂齒)、倒角(滲碳)、(剃齒)、熱處理、光整加工孔、晰齒。
8級齒輪:滾齒(插齒)、倒角(剃齒)、熱處理、光整加工孔(珩齒)。
4、孔的光整加工:
淬火后齒輪的形狀和尺寸都有變化,為了保證齒部最后精加工和裝配時基面的精度,需要加以修整。
如以后還有磨齒等工序,端面也要在光整加工孔時同時加工。

高頻淬火后均勻收縮的孔,可以有效地在壓力機上用齒升很小的推刀來修正,也可用無齒的壓刀來脹孔修正。
整體淬火后變形較大面表面又變硬的孔,一般都用齒圈定位來磨孔。
5、輪齒端面加工:
輪齒端面加工一般在齒輪倒角機上進行。
輪齒端面的加工方法有倒角、削尖、倒棱和去毛刺四種。

倒棱和去毛刺是為除去輪齒端面上銳邊。
倒角和削尖是為齒輪軸向滑動時容易嚙合。
以上齒輪減速機齒輪加工,僅供參考了解,相關加工需求可直接向我司技術免費咨詢,可根據你實際應用場合要求選擇出合適的方案給到您。
<上一篇:提問:齒輪大小怎么配比?
>下一篇:小批量生產齒輪的檢驗項目(供參考了解)